參觀地址
桃園市中壢區民族路三段88之1號
營業時間
週一至週日 09:00 – 22:00
真實出口鋼琴案例|史坦威鋼琴到紐西蘭的長征之旅:我們做了哪些事?
這次要把一台史坦威鋼琴送往紐西蘭。目的地的邊境查驗以生物安全聞名,除了貨品本身,甚至木質包材(木箱、棧板、墊木)是否乾淨、是否完成合規處理、標章與文件是否清楚可核對,也是檢驗重點。MPI(Ministry for Primary Industries)也明確說明:若貨物使用木質包裝材料,包材需要符合紐西蘭的生物安全要求,抵達時可能進行到港查驗。

因此我們把這趟出貨整理成一篇紀錄,讓後續交接與查驗都有依據。
出貨前作業
一、點交:紀錄「出貨當下狀態」
點交是為了讓後續每一步有可追溯的起點。
包裝前,我們先把史坦威鋼琴現況拍成點交影片提供給業主,內容包含外觀、鍵盤與踏板細節近拍;檔案與點交紀錄一併存檔,作為後續每一次交接的共同基準。
2.包裝:降低受損風險
國內短程運送常見做法是直接包膠膜,用來避免擦傷與短暫受潮;但跨海長距離運輸會遇到溫差、壓力與長時間貼合,膠膜可能在烤漆表面產生貼印、霧痕或黏著殘留,讓外觀出現不必要的損傷。
所以這次我們的做法是「先隔離、再固定、最後外層保護」:
第一層:特殊包材隔離烤漆表面+無痕膠帶固定
先在鋼琴表面蓋上特殊包材,並僅用無痕膠帶做必要固定,讓包材穩定、不滑動,同時避免殘膠。


第二層:外層纏繞膠膜+整體包覆固定
膠膜負責抗汙、抗水氣與整體束緊,但不直接貼合烤漆表面。

第三層加強:棉被包裹綑綁
棉被做為外層緩衝,提升搬運時的抗撞與抗壓容錯。

整體三層防護,各自處理不同風險,避免所有壓力集中在琴身表面。

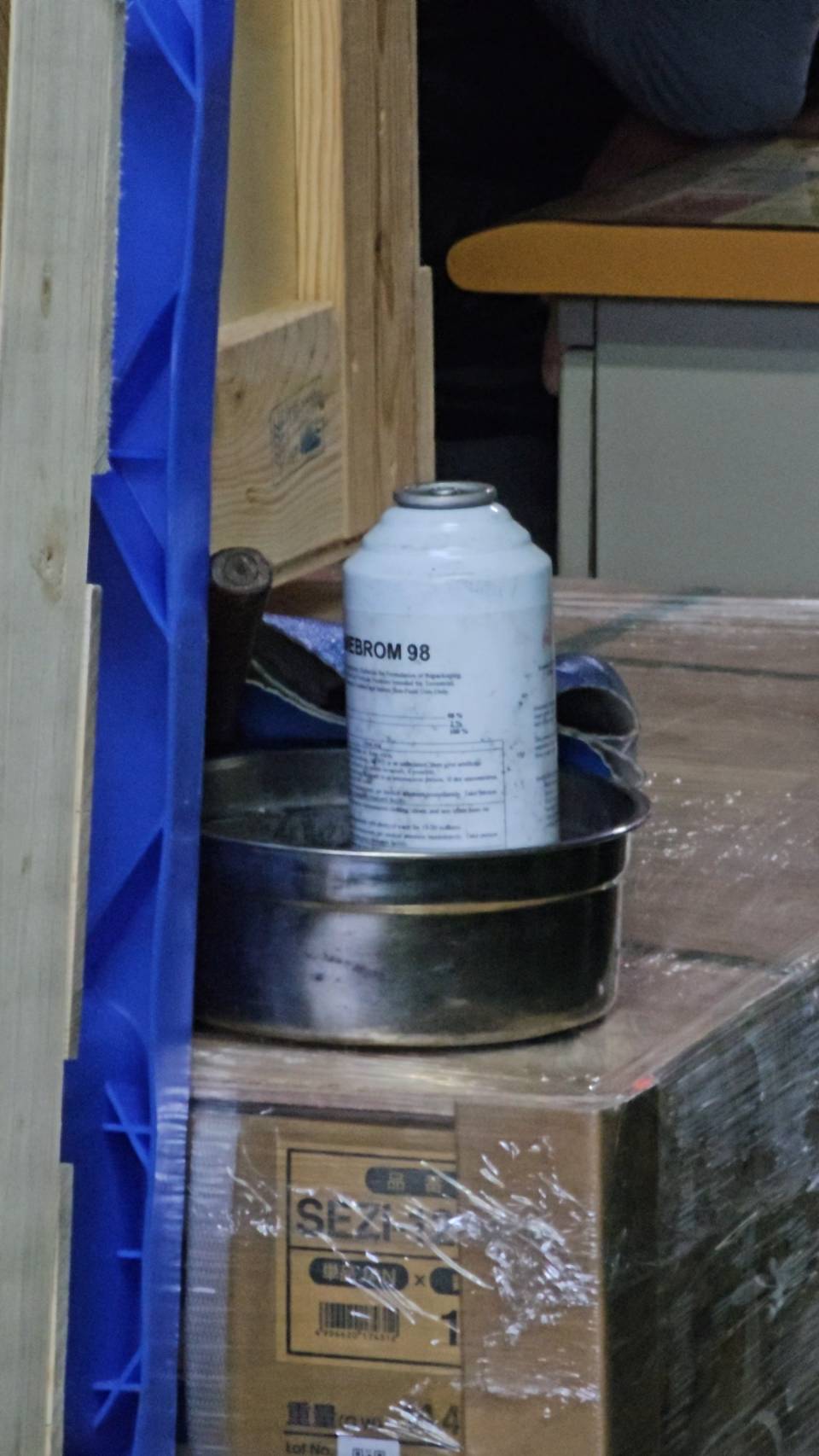
3.溴甲烷燻蒸作業
木質包材在國際運輸中通常依 ISPM 15進行處理與標示;常見核准處理方式包含熱處理(HT)與溴甲烷燻蒸(MB),並以標章呈現處理資訊。
熱處理(HT)
將木質包材放入熱處理設備,依規範讓木材核心溫度達到要求;常見最低標準表述是核心溫度至少 56°C、至少 30 分鐘,用溫度殺滅木材內部可能存在的昆蟲、幼蟲與蟲卵,降低生物入侵風險。
溴甲烷燻蒸(MB)
在密閉或覆膜空間內,以溴甲烷依規範進行燻蒸,控制濃度、時間與環境條件,完成後進行通風散氣;以氣體滲透性處理包材表面與縫隙,針對害蟲風險進行滅除,作為符合檢疫要求的處理方式之一。
紐西蘭到港查驗時,MPI邊境人員會檢查木質包材是否有病蟲害跡象、是否夾帶污染物(例如樹皮、土壤、真菌、葉片),以及是否具備清晰可辨的 ISPM 15 標章或等效處理證明文件。
鋼琴本體是精密樂器,不會拿去做熱處理。因此本次採用的是燻蒸作業:在封閉環境中依規範完成處理,並同步確認後續會附上的標章與證明文件資訊可被查驗與核對。

4.裝箱:隔天裝箱,完成封箱與出口交接
燻蒸作業完成後,隔天進行裝箱:
1.依既定包裝層級把鋼琴與相關部品固定、定位
2.完成封箱、外箱標示與必要的交接資訊整理
3.交由後續物流與航空貨運流程銜接(貼標、秤重/材積、貨站安檢與交運)




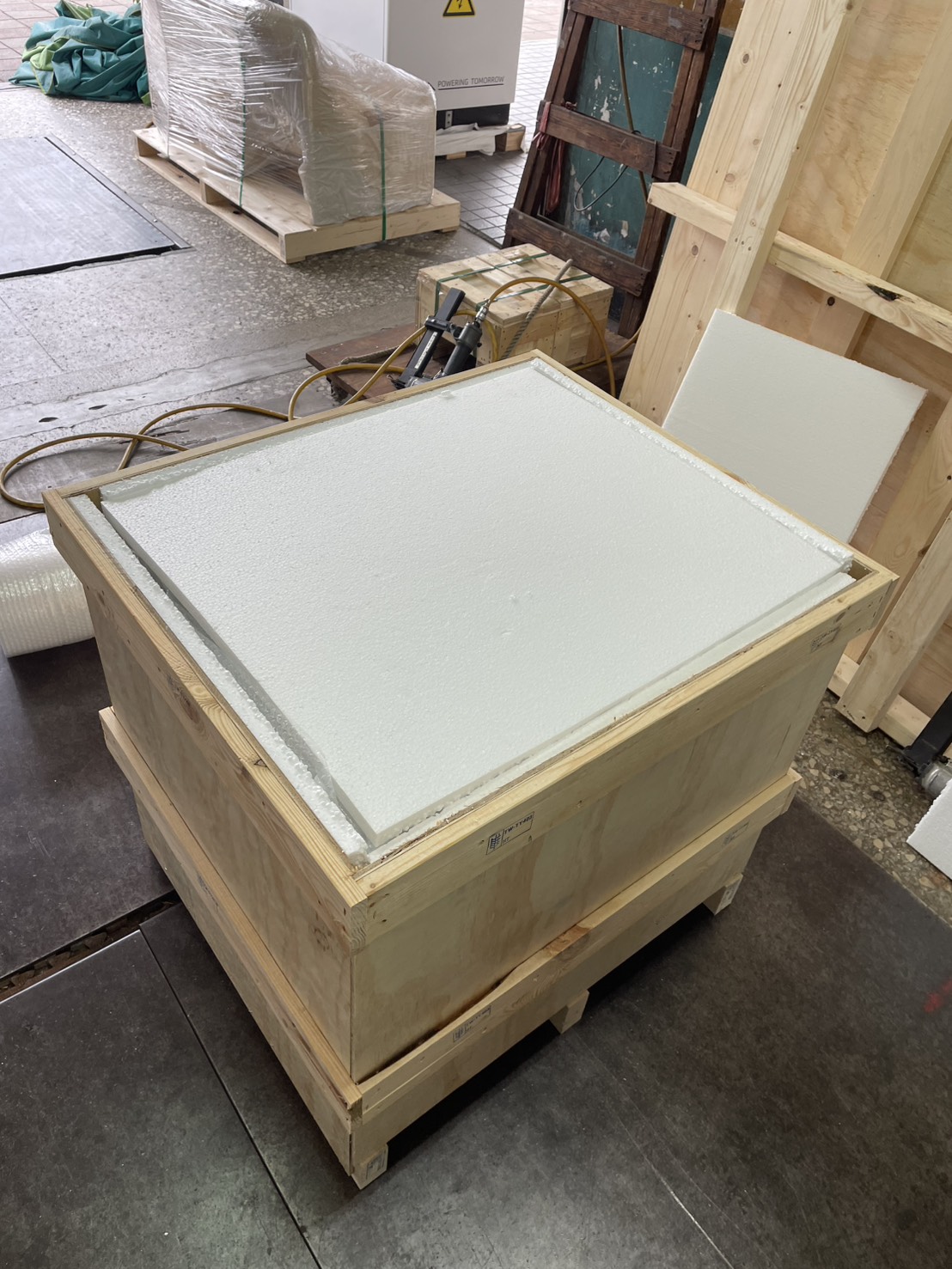

到這一步,這台鋼琴就進入「可交接、查驗、追溯」的狀態,準備登機出口。
本案每一個交接節點都同步留存:點交影片、三層包裝照片、木質包材處理標章與證明文件、外箱標示與物流單號,確保狀態可核對、流程可追溯。若您正在評估把鋼琴出口到海外,建議可用本篇當作參考依據,我們的服務是讓您在運輸期間都能更安心。